一、场景痛点:生产过程“黑箱”与质量追溯难题
珠海泰坦科技股份有限公司是一家为电力、铁路、通信、石化、冶金等领域提供功率电子和自动控制产品的高科技企业,拥有12000多平米生产园区,员工420余人。
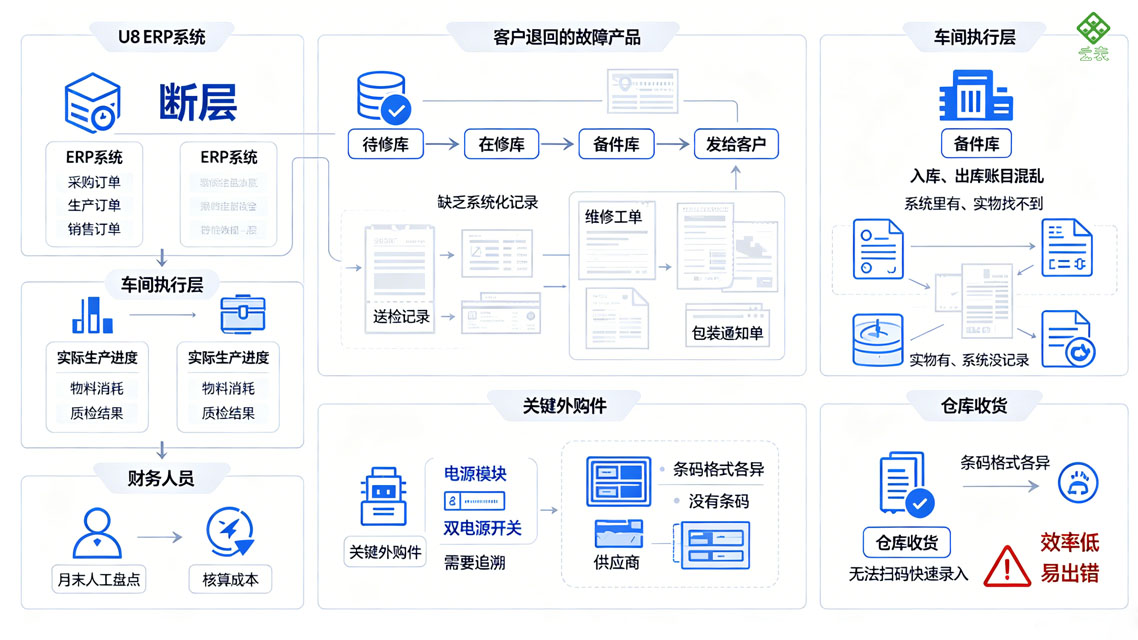
在产品生产过程中,企业面临以下突出问题:
1.生产过程不透明,管理者无法实时掌握进度
车间生产像“黑箱”——计划员下达生产订单后,只知道“开始”和“结束”,中间经过哪些工序、卡在哪个环节、谁在做、做得怎么样,一概不知。
管理者需要了解进度时,只能跑到车间口头询问或等待班组长汇报,信息严重滞后。
2.物料装配错漏频发,质量追溯困难
泰坦的产品(电源柜、充电桩、模块等)结构复杂,涉及大量自制件(PCBA板、模块、监控)和外购件(双电源开关、UPS等)。
传统管理模式下,装配环节容易出现“装错零件、漏装零件”的问题。一旦成品出厂后发现质量问题,追溯哪一批物料、哪一道工序、哪一个人出了问题,需要翻查大量纸质记录,耗时数天甚至无法追溯。

3.ERP与车间执行层脱节,数据无法贯通
公司已使用U8 ERP系统管理采购订单、生产订单、销售订单等,但ERP与车间执行层之间存在“断层”——生产订单下达到车间后,实际的生产进度、物料消耗、质检结果无法实时回传ERP。财务核算成本时,仍依赖月末人工盘点。
4.维修流程不规范,备件库存账实不符
客户退回的故障产品,从“待修库”→“在修库”→“备件库”→“发给客户”的全过程缺乏系统化记录。
维修工单、送检记录、包装通知单之间没有关联,备件库的入库、出库账目混乱,经常出现“系统里有、实物找不到”或“实物有、系统没记录”的情况。
5.外购件供应商条码不统一,收货扫码难以执行
关键外购件(如电源模块、双电源开关)需要追溯,但不同供应商的条码格式各异,有的甚至没有条码。仓库收货时无法通过扫码快速录入,依赖人工输入,效率低且易出错。
二、方案简介:从“纸质记录、人工追溯”到“一机一码、全程扫码”
在乐图数字化的架构下,为泰坦科技搭建条码追溯系统,与U8 ERP深度集成——ERP基础数据(部门、存货、客户、供应商、采购订单、生产订单等)定时同步,MES生成的出入库单据再回传至ERP。
系统通过在生产现场布置PDA、扫描枪等硬件,配合软件实现从原材料上线到成品下线入库的全过程数据采集、跟踪、防错、监控。
乐图方案核心机制是“一机一码”——每个产品拥有唯一的条码/二维码,所有工序扫码操作,系统自动校验工艺流程顺序,防止跳序、漏序。
(系统框架)
(系统架构)

核心改善数据对比表
| 维度 | 传统纸质/人工管理模式 | 乐图条码追溯系统方案 | 效率提升 |
|---|---|---|---|
| 生产进度获取方式 | 跑车间询问或等汇报,耗时数小时 | 系统实时查看各工序扫码记录 | 进度查询效率提升90% |
| 物料装配错误率 | 人工核对,月均3-5处错漏 | 扫码绑定+系统校验,防错防漏 | 错漏率降低95%以上 |
| 质量追溯时间 | 翻查纸质记录,数小时至数天 | 输入序列号秒级定位完整链路 | 追溯时间缩短95% |
| 维修备件库存准确率 | 纸质账本+人工记录,账实不符率约10% | 工单-送检-包装全程扫码联动 | 准确率提升至99%+ |
| 外购件收货效率 | 人工输入,单件2-3分钟 | 扫码自动带出,10秒完成 | 收货效率提升90% |
| ERP与车间数据同步 | 月末人工盘点对账,耗时3-5天 | 实时回传,单据自动生成 | 同步延迟从“月”到“秒” |
三、方案亮点:五大机制构建条码追溯闭环
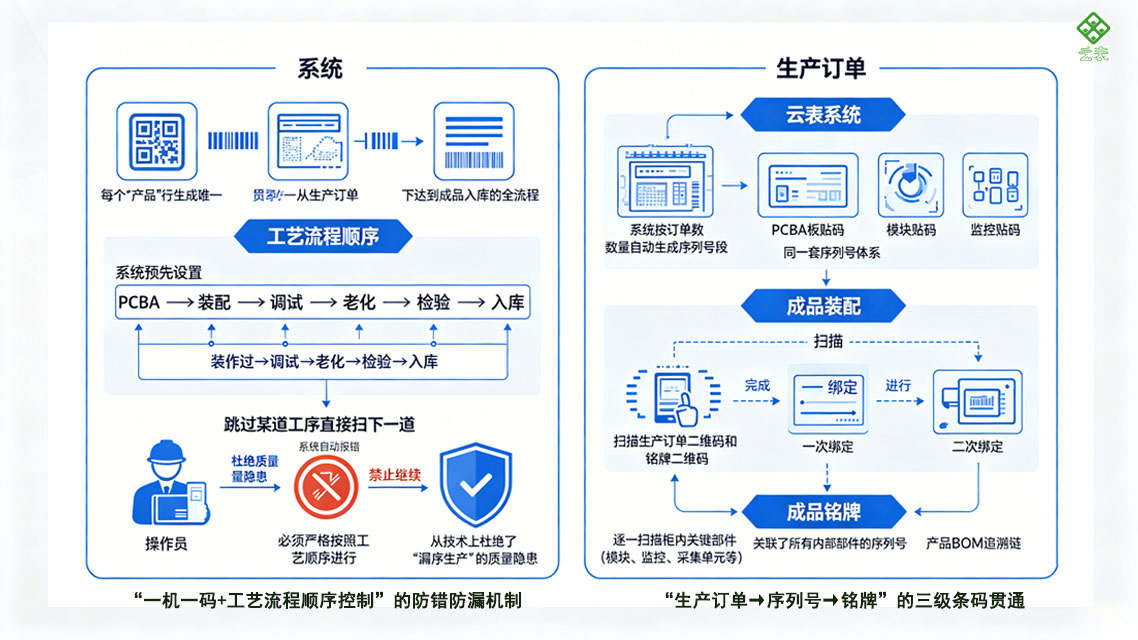
1.“一机一码+工艺流程顺序控制”的防错防漏机制
系统为每个产品生成唯一的条码/二维码,贯穿从生产订单下达到成品入库的全流程。
系统预先设置每个产品的工艺流程顺序(如PCBA→装配→调试→老化→检验→入库),扫码操作必须严格按照工艺顺序进行。
如果操作员跳过了某道工序直接扫下一道,系统自动报错并禁止继续。这一机制从技术上杜绝了“跳序生产、漏序生产”的质量隐患。
2.“生产订单→序列号→铭牌”的三级条码贯通
生产订单下达到云表后,系统按订单数量自动生成序列号段,PCBA板贴码、模块贴码、监控贴码均基于同一套序列号体系。
成品装配时,通过扫描生产订单二维码和铭牌二维码完成一次绑定,再逐一扫描柜内关键部件(模块、监控、采集单元等)进行二次绑定。
最终,一个成品铭牌下关联了所有内部部件的序列号,形成完整的“产品BOM追溯链”。
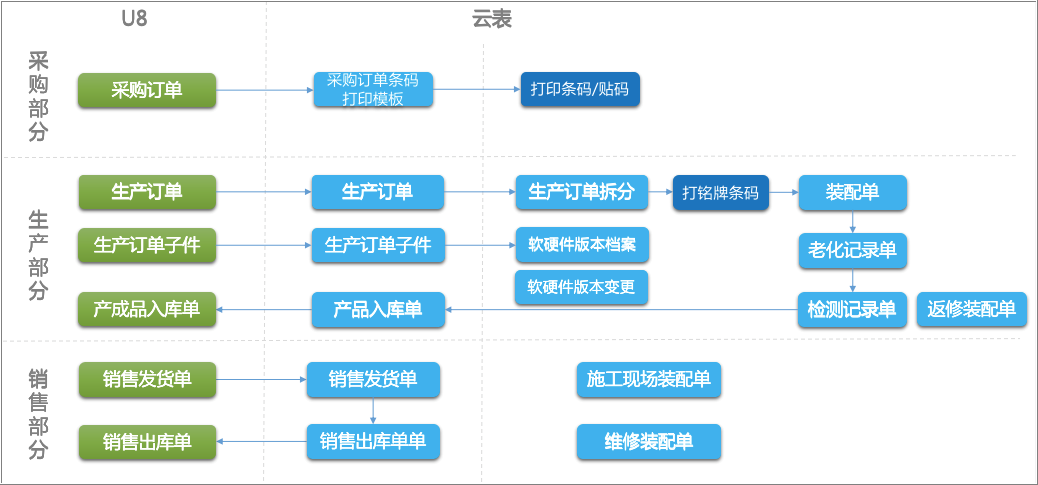
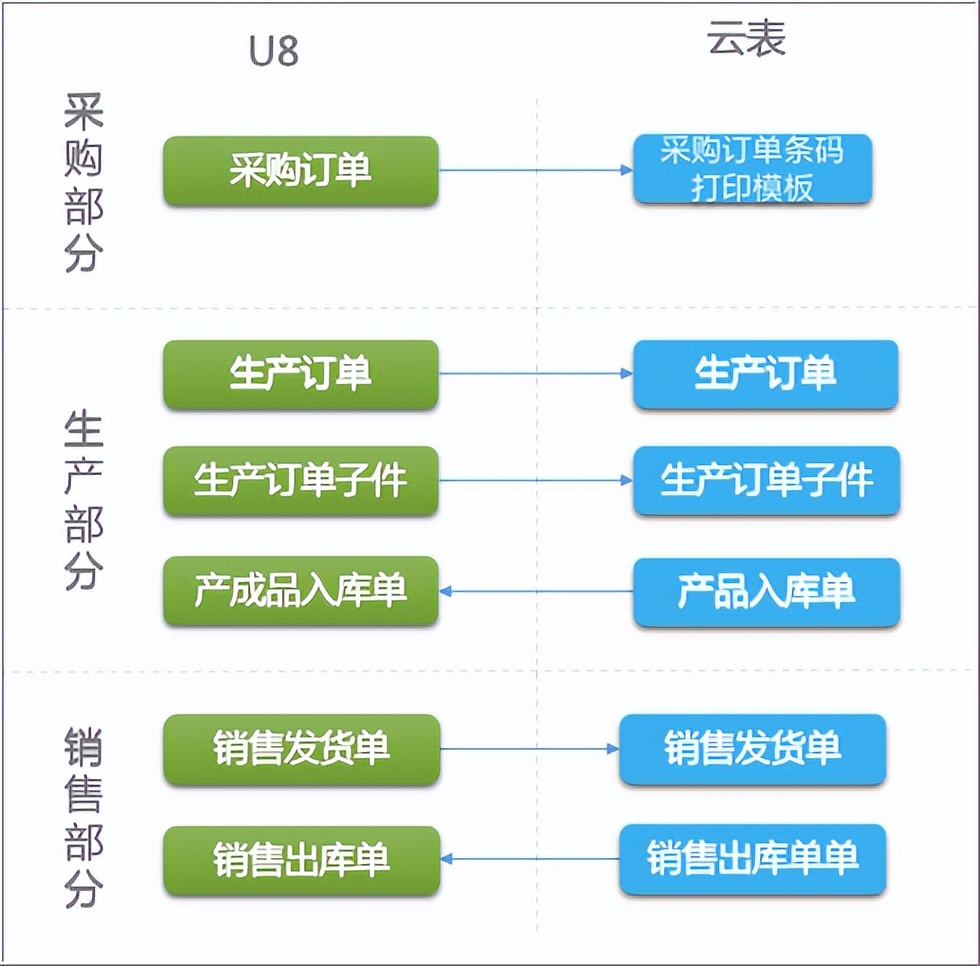
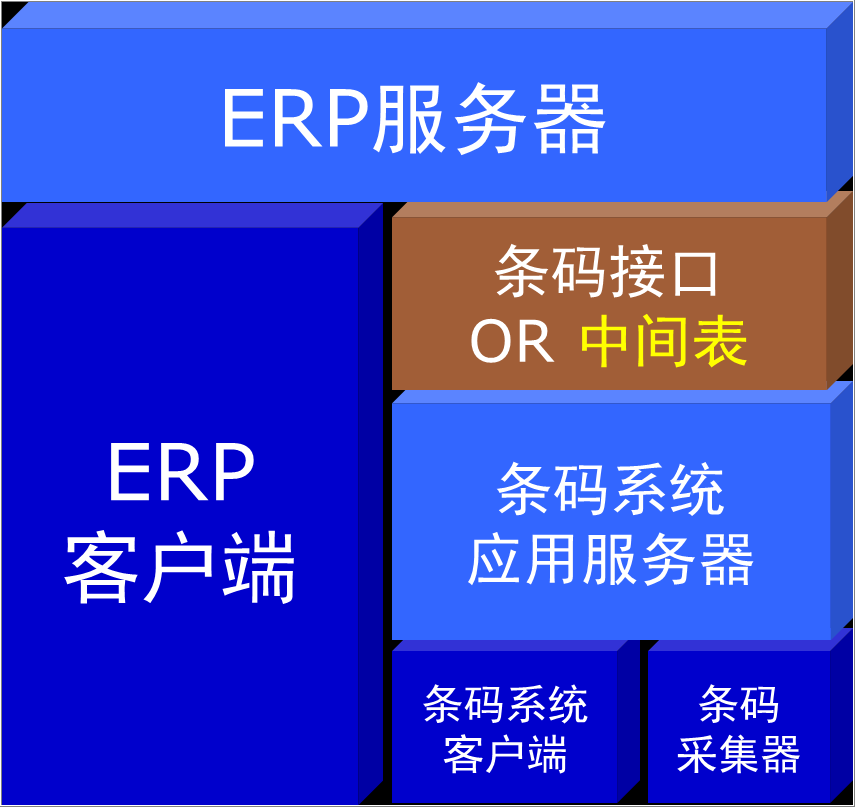
3.“U8 ERP+乐图条码系统解决方案”的双向数据交互
系统通过Web Service架构实现U8与云表的数据互通。
U8的部门、存货、客户、供应商、采购订单、生产订单等基础数据定时同步至云表;云表生成的采购订单、销售发货单、销售出库单、生产订单、产成品入库单等实时回传至U8,生成U8相关单据。
车间执行层的数据不再需要月末人工录入ERP,而是“发生即同步”。
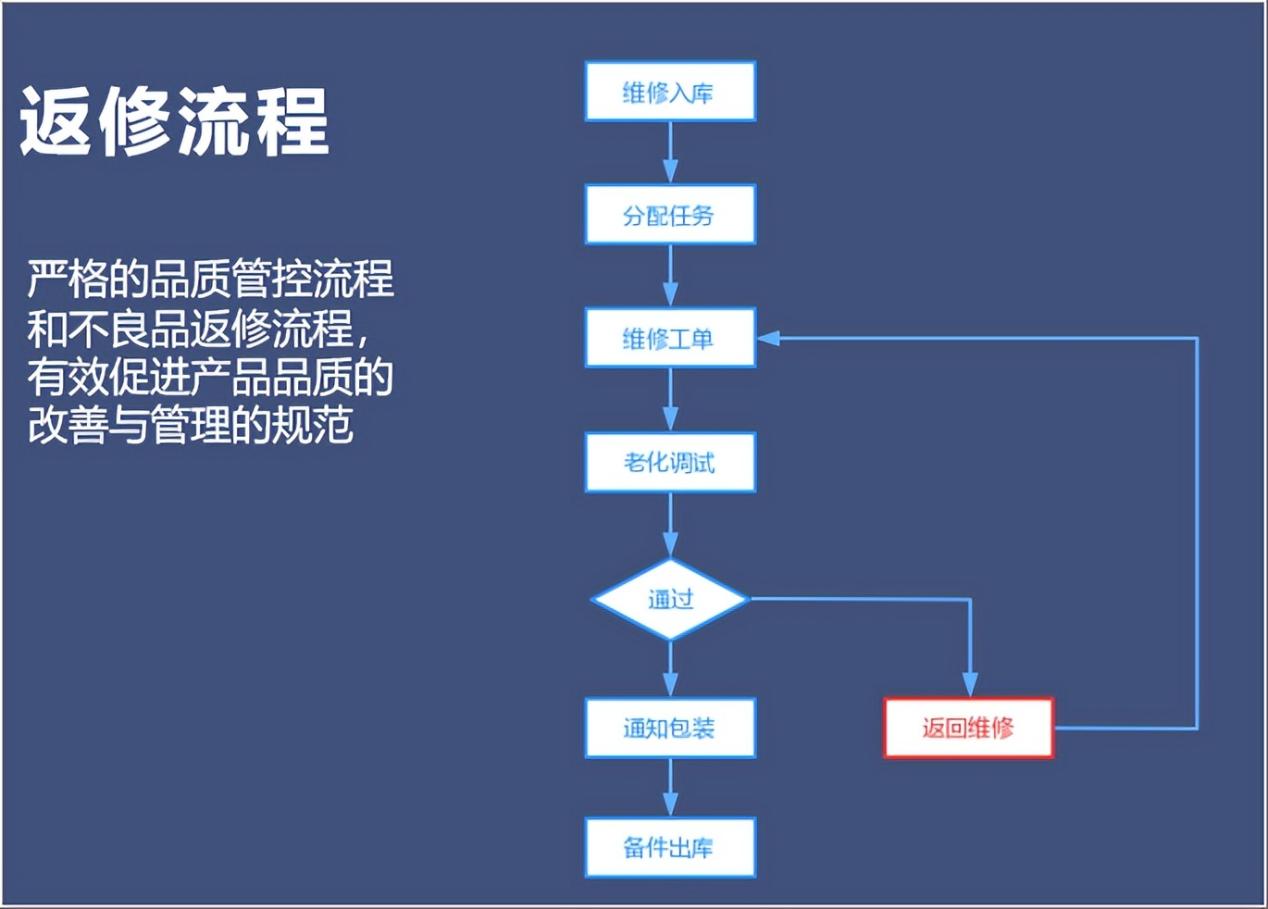
4.“待修→在修→备件→出货”的维修全流程闭环
维修工单(任务单)创建后,扫描模块条码自动添加到工单明细,工程师录入故障信息及维修零件记录,此时序列号状态变为“在修库”。
维修完成后生成送检记录单,检验人员判定合格/报废/返修。合格品生成包装通知单,扫码入库后状态变为“备件库”。
备件出库发给客户时,状态更新为“已出货”。整个维修过程可追溯,备件库存账实相符。
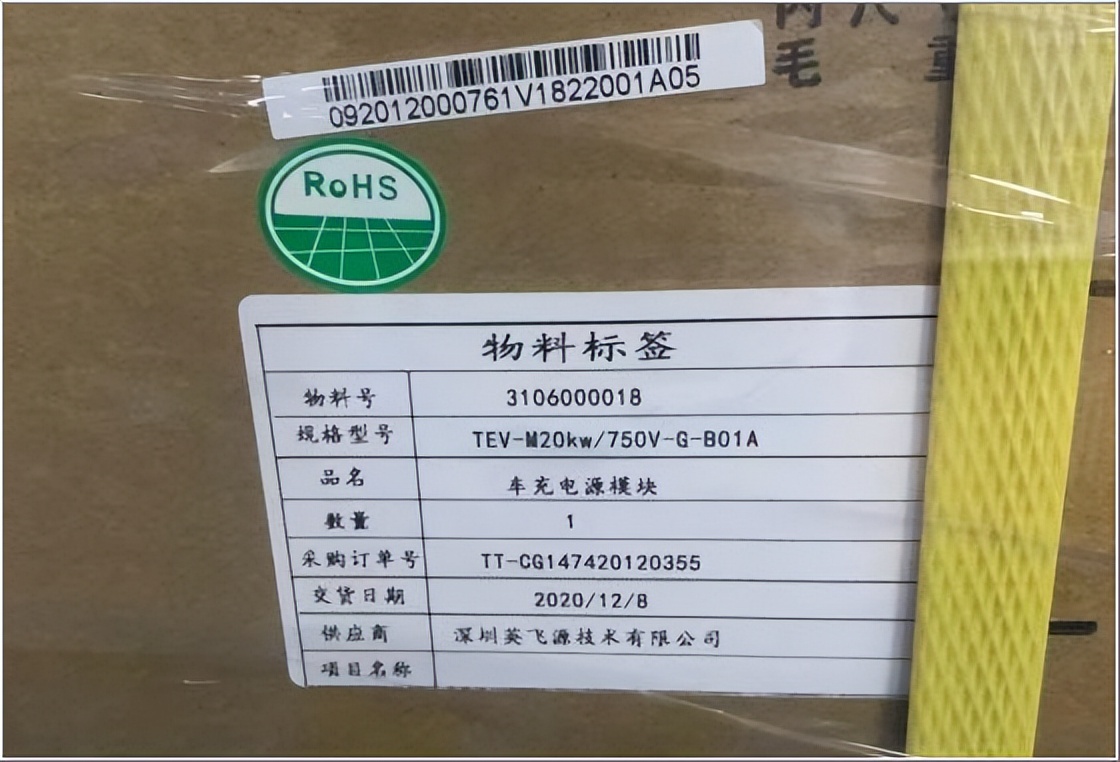
5.外购件供应商条码标准化驱动
对于关键外购件(电源模块、双电源开关),系统要求供应商在标签上增加二维码,编码规则统一为“采购订单号+物料号+物料名称+供应商”。
仓库收货时扫描二维码,系统自动带出采购订单信息,无需人工输入。这一标准化要求从源头解决了“收货效率低、数据易出错”的问题。

四、产品功能介绍:覆盖“生产-装配-调试-维修-发货”全链路
本系统围绕泰坦科技的生产制造业务主线,与U8 ERP深度集成,设计以下核心功能模块:
基础数据同步
从U8定时同步部门档案、存货档案、客户档案、供应商档案、仓库档案
同步采购订单、生产订单、生产订单子件、销售订单等业务单据
(数据交互)
生产订单管理
计划员在U8下达生产订单后,自动传递至云表生成云表生产订单
生产部根据生产数量进行拆分,生成序列号并打印条码
生产订单子件自动读取U8数据
软硬件版本档案管理,支持扫码进行软件版本变更
(装配线)

生产装配扫码(PC/PDA/手机三端)
对生产订单、产品序列号、铭牌、关键零部件进行扫码绑定
PCBA:按生产订单生成条码序列号,贴到主板上
模块/监控装配:扫码记录模块序列号与PCBA板序列号的绑定关系
电源柜:绑定监控、模块、采集单元、通讯管理机、逆变器、放电装置、降压装置、UPS、双电源开关、电表等
充电桩:绑定监控PCB板、复合分配板、外购模块、客供控制单元、直流接触器等
(现场管理)
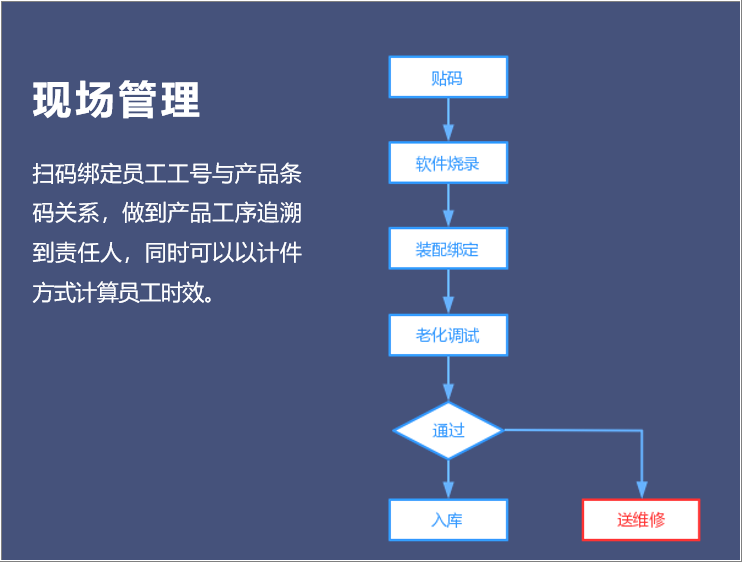
老化与调试记录
通过纸质记录扫描拍照上传系统,实现老化记录与生产订单关联
调试/检验记录扫描拍照上传,与生产订单关联
(调试上传)

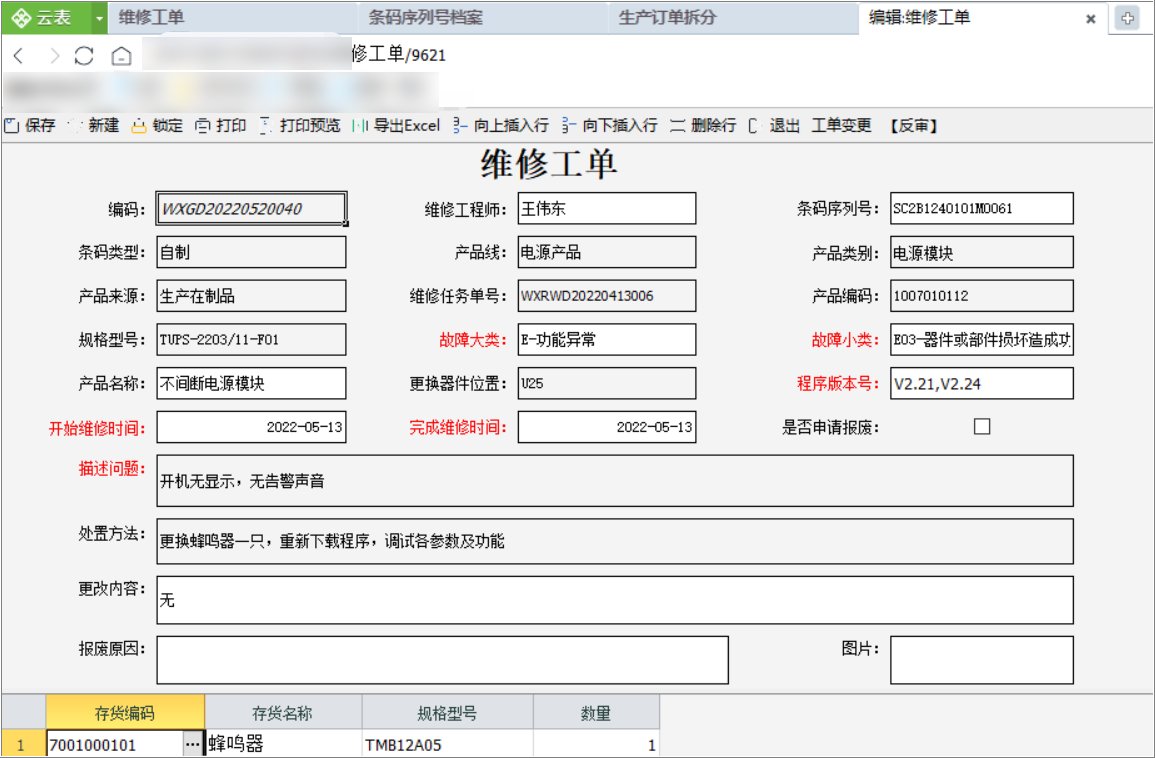
维修管理
维修工单(任务单)创建与序列号绑定
工程师录入故障信息及维修零件记录
送检记录单:检验人员判定合格/报废/返修
包装通知单:合格品扫码入库,进入备件库
维修全流程状态跟踪:待修库→在修库→备件库→出
(返修流程)
(维修工单)
销售发货与出库
读取U8发货单作为出库扫码的源头
销售出库单由发货单扫码生成
(物料标签)
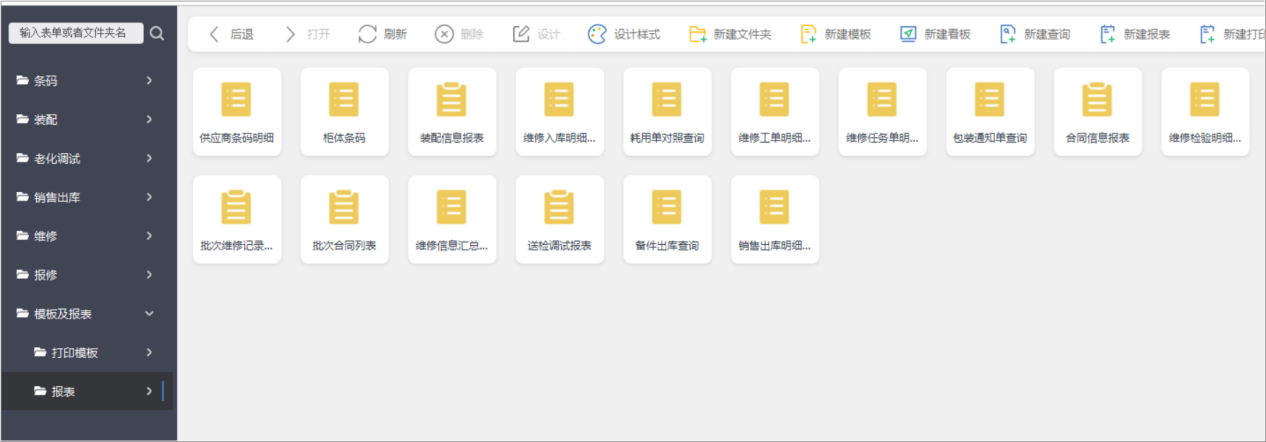
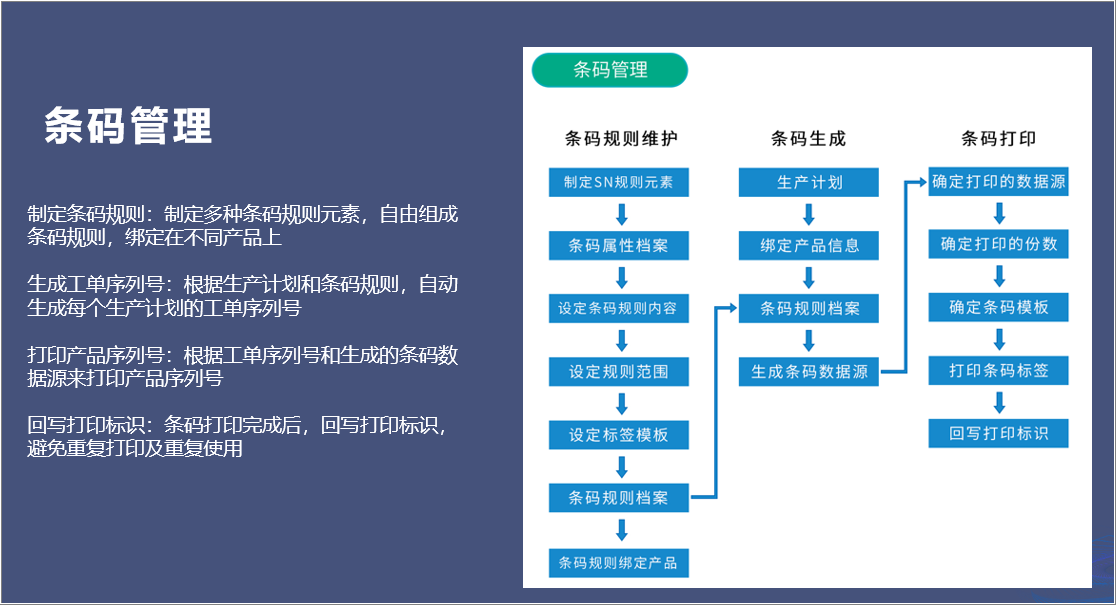
条码标签管理
自制件条码:PCBA板、模块、监控、采集单元等按统一编码规则生成
生产订单二维码:编码规则为“生产订单号+序列号+合同号”
铭牌二维码:网址+制造编号
外购件条码:要求供应商按统一规则提供二维码
(条码管理)
(条码系统的软件架构)
五、小结:扫码这件事,从“可选项”变成了“必经之路”
泰坦科技这套条码追溯系统上线后,车间里最直观的变化不是“多了一套软件”,而是扫码成了每个工序的“必经路口”——不扫上一道,下一道就过不去。
这种设计看似简单,实则把质量管理的逻辑从“人盯人”变成了“流程锁”。
以前,工人装配时漏装一颗螺丝、跳过一个检验步骤,可能要到成品测试才发现,甚至流到客户手里才知道。
现在,系统在流程上设了“关卡”:工序顺序不对,扫码报错;关键部件没绑定,无法提交。工人不需要记复杂的工艺要求,跟着扫码流程走,就是标准作业。
另一个被“解锁”的价值是数据打通。
U8 ERP和车间执行层之间,过去隔着一堆Excel表格和月末加班。现在生产订单一下达,序列号自动生成;装配一完成,入库单自动回传。财务核算成本时,不再需要等车间“报数”,系统里已经有了实时数据。

对能源制造企业而言,乐图方案的意义不在于堆砌先进技术,而在于将质量追溯从“事后补救”前置为“事中管控”。每个产品上的二维码既是“身份证”,也是生产全过程的“行车记录仪”——装配时间、责任人、使用零件、测试结果全量记录。乐图助力客户不盲目追求大而全的“智慧工厂”,而是先让每一个产品“管住、管清楚”,信息一旦流转,管理颗粒度自然细化,智能工厂底座由此夯实。
数字化不是选择题,而是能源行业企业实现精细化运营与高质量发展的必答题。乐图数字化解决方案服务提供商,已助力多家行业标杆企业重构管理底座,实现数据驱动决策。如果您正面临ERP与车间执行层数据割裂、维修流程不规范导致备件库存账实不符等挑战,欢迎联系乐图专家团队。我们将为您提供免费业务诊断与定制化方案演示,携手开启智能化运营新篇章。